Air heater for heating industrial processes
An industrial unit heater is a thermal device designed to supply heat to air through thermal exchange and forced ventilation, with the objective of heating industrial spaces, production processes, or logistics environments in a fast, homogeneous, and energy-efficient manner.
Forced-air heating system for efficient industrial heating
These systems use a hot thermal fluid (water, steam, thermal oil, or other process fluids) that transfers energy to the air through an optimized heat exchanger. Subsequently, the industrial fan propels the heated air toward the space to be climate-controlled, ensuring uniform distribution and stable thermal control.
Unit heaters represent a key solution in facilities where air heating is essential to ensure:
stability of production processes
operational thermal comfort
protection of products and installations
energy optimization
Specialized solution for industrial air heating
Unit heaters are specifically designed for applications where the primary need is to increase and maintain ambient temperature, differentiating them from other forced-ventilation equipment intended for cooling or heat dissipation.
Their design enables:
rapid thermal input in large air volumes
elimination of thermal gradients in warehouses and high-ceiling spaces
temperature stability in continuous processes
integration with energy recovery systems
Thermal operation: heat transfer to air
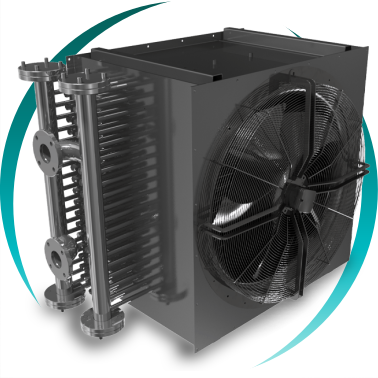
The unit heater operates through three main elements:
Air-to-fluid heat exchanger
Transfers energy from the thermal fluid to the air with high efficiency and low pressure drop.
Industrial ventilation system
Generates the airflow required to distribute heat and ensure thermal uniformity.
Structure and control system
Optimizes operational performance according to thermal demand, environmental conditions, and process requirements.
This combination ensures reliable, modulating heating adapted to intensive operating regimes.
Technical design tailored to each project
Each unit heater is designed based on key parameters such as:
required thermal capacity
volume and geometry of the space
required airflow rate
operating temperatures
type of thermal fluid
environmental and corrosive conditions
acoustic and regulatory requirements
specific certifications such as ATEX or sanitary environments
Technical advantages of BOIXAC industrial unit heaters
High energy efficiency
Maximization of the heat transfer coefficient and optimization of energy consumption.
Integration with heat recovery
Possibility of utilizing thermal surpluses from industrial processes.
Homogeneous heat distribution
Reduction of cold zones and stabilization of ambient temperature.
Robustness for demanding environments
Reliable operation in severe environmental conditions or aggressive industrial atmospheres.
Fast thermal response
Immediate heating capability in discontinuous processes or under changing demand conditions.
Difference between air cooler, unit heater, and dry cooler
Equipment |
Main function |
|---|---|
Unit heater |
Equipment exclusively designed to heat air by supplying thermal energy to the space or process. |
Air cooler |
System designed to cool and dehumidify air by acting on the ambient thermal load. |
Ddry cooler |
Equipment intended to dissipate heat from a fluid to the outdoor environment. |
Main industrial applications
Air heating systems are used in multiple sectors where air heating is a critical factor:
Food industry
production rooms
drying processes
handling areas
Chemical and pharmaceutical industry
thermal control of reactors and technical rooms
environmental stabilization in sensitive processes
Logistics and warehousing
warehouse climate control
condensation prevention
maintenance of operational conditions
Manufacturing industry
surface treatment processes
paint booths
industrial drying
Technified agriculture and greenhouses
ambient thermal stabilization
crop optimization
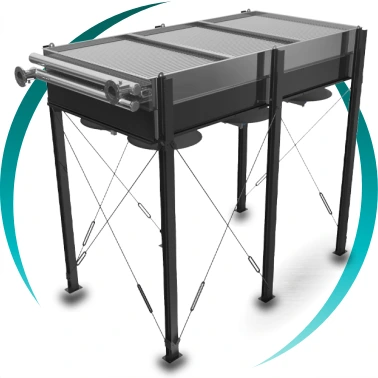
Construction options for unit heaters
Available heat exchangers
Smooth tubes
Flat tubes
Tubes with continuous fins
Tubes with helical fins
Pillow or Dimple plates
Available materials
Possible configurations in:
Carbon steel
Stainless steel
Aluminum
Cupronickel
Titanium
This flexibility ensures durability, chemical resistance, and compatibility with sanitary or corrosive processes.
Typical ROI
3-12 months
Resistance
to extreme environments
Warranty
2 years
Construction
custom-built
FAQs
What is an industrial unit heater?
It is a forced-air heater that uses a heat exchanger to supply thermal energy to an industrial space.
It transfers heat from a thermal fluid to the air through a heat exchange coil, while fans ensure uniform and controlled distribution.
How does it differ from a heat pump?
The unit heater is the emitter; the heat pump is the energy source.
Although the terms are often used incorrectly, the heat pump generates thermal energy, while the unit heater transfers it to the air of the space to be climate-controlled.
Is it suitable for large industrial buildings?
Yes.
It is designed to cover large volumes with homogeneous distribution and rapid response to demand variations.
Can it operate in ATEX environments?
Yes, with appropriate configuration.
It can be adapted with certified components and specific materials for potentially explosive atmospheres.
Can it be custom manufactured?
Yes.
The capacity, type of heat exchanger, materials, and fans are defined according to the thermal, mechanical, and regulatory requirements of the project.

Air cooler
Dry cooler

Multi-tube heat exchanger