Gas-liquid heat exchanger
A gas-liquid heat exchanger is an industrial equipment that transfers thermal energy between a gaseous fluid — combustion gases, process gases or exhaust gases — and a liquid fluid — water, thermal oil, steam or condensate — without mixing the two media. It is the core technology for residual heat recovery in industrial boilers, furnaces, cogeneration systems and drying processes, with operating temperature ranges of up to 950 °C and pressures of up to 100 bar on the liquid side.
Gas-liquid energy recovery with BOIXAC
At BOIXAC we conceive custom gas-liquid heat exchangers for industrial thermal processes where residual combustion or process gases represent a recoverable energy loss. Each unit is designed from a real process analysis: gas type, inlet and outlet temperatures, mass flow rate, fouling level, fluid to be heated and installation constraints.
Our gas-liquid heat exchangers are primarily used as boiler economisers, furnace flue gas heat recovery units, process fluid preheaters and industrial hot water or steam generation systems. In all cases, the objective is to convert residual energy into useful energy, with a measurable return on investment and a direct impact on the fuel consumption of the installation.
Conceptual engineering of gas-liquid heat exchangers
Designing a gas-liquid heat exchanger requires simultaneous analysis of both the gas and liquid conditions before defining geometry, materials or configuration. The starting parameters that determine whether the unit will be efficient, durable and operable under real conditions are:
- Inlet and outlet temperature and flow rate of the gas
- Inlet and outlet temperature and flow rate of the liquid fluid
- Gas composition and level of dust, ash or particulate matter
- Maximum admissible pressure drop on both the gas and liquid circuits
- Liquid fluid: water, thermal oil, steam, condensate, glycol fluid
- Applicable regulations: PED 2014/68/EU, ASME, ATEX
- Space, access and maintenance constraints at the installation
With this data it is possible to size the required heat transfer surface, select the optimal geometry and calculate the expected real energy savings. Without this prior analysis, any solution is an estimate.
Star application: the industrial boiler economiser is the most widespread application of gas-liquid heat exchangers. Installed at the outlet of the combustion gases of a boiler — natural gas, biomass, diesel, LPG or biogas — the economiser preheats the feedwater and can increase the overall boiler efficiency by between 3 % and 8 %, with return on investment periods that typically range from 6 to 18 months.
How a gas-liquid heat exchanger works
- Hot gas enters the heat exchanger. Combustion gases, process gases or exhaust gases circulate through ducts, tubes or channels designed to maximise heat transfer and minimise pressure drop. Gas velocity, temperature and fouling profile determine the geometry of the heat transfer bundle.
- Thermal energy is transferred to the liquid fluid. Through the heat transfer surface — bare tubes, finned tubes or plates — energy from the gas passes to the liquid fluid circulating in counterflow or cross-flow. The overall heat transfer coefficient (U) depends on the geometry type, materials and operating conditions of both fluids.
- The gas exits cooled and the liquid exits heated. The gas leaves the heat exchanger at a lower temperature, with the recovered energy already transferred to the process fluid. The liquid — water, thermal oil, steam or condensate — exits at the setpoint temperature and integrates directly into the production circuit as a useful energy source.
| Parameter | Typical range | Determining factors |
|---|---|---|
| Gas inlet temperature | 100 – 950 °C | Heat exchanger material, fuel type |
| Gas outlet temperature | 80 – 300 °C | Above the acid dew point of the gas |
| Liquid fluid temperature | 20 – 250 °C | Water, thermal oil or steam depending on application |
| Maximum pressure (liquid side) | Up to 100 bar | Subject to applicable PED / ASME category |
| Thermal capacity | 10 kW – 10,000 kW | Executed projects in Europe, America, Asia and Africa |
| Material up to 500 °C | Carbon steel / AISI 304 / AISI 316 | Sulphur-free or low-sulphur gases |
| Material 500 – 950 °C | AISI 309 / AISI 310 / Refractory | High temperature, oxidising environment |
| Material for sulphurous gases | AISI 316L / Cupronickel / Titanium | Risk of acid condensation (H₂SO₄) |
Indicative values. Exact sizing requires analysis of gas composition, acid dew point temperature and real operating conditions. Contact our technical team for your specific application.
Direct benefits of a gas-liquid heat exchanger
- Reduction in fuel consumption. The energy recovered from residual gases replaces energy that would otherwise need to be generated by burning fuel, with a direct and measurable impact on the energy bill.
- Improvement of overall installation efficiency. In industrial boilers, a correctly sized economiser can increase efficiency by between 3 % and 8 %, depending on flue gas temperature and feedwater volume.
- Reduction of CO₂ and NOx emissions. Lower fuel consumption directly equals lower emissions, contributing to sustainability targets and compliance with applicable environmental regulations.
- Fast return on investment. In most installations with continuous thermal processes, the return on investment ranges from 6 to 24 months, depending on energy prices and available gas volume.
- Integration into existing installations. Most gas-liquid heat exchangers are installed in operating plants, adapting to existing chimneys, ducts and restricted access spaces without extended process shutdown.
- Durability in demanding industrial environments. With the right materials and design, industrial gas-liquid heat exchangers operate reliably in environments with dirty gases, high temperatures and continuous thermal cycles.
Industrial applications of gas-liquid heat exchangers
Industrial boilers and steam generation The economiser is the most direct application: it recovers heat from combustion gases to preheat boiler feedwater. Applicable to natural gas, biomass, diesel, LPG, fuel oil and biogas boilers, both in new installations and as retrofit on existing boilers.
Industrial furnaces and heat treatment In melting, forging, ceramics, glass and heat treatment furnaces, exhaust gases exit at high temperatures. A gas-liquid heat exchanger integrated into the furnace flue recovers that energy to preheat process fluids, generate hot water or feed a thermal oil circuit.
Cogeneration and trigeneration Cogeneration engines generate exhaust gases at temperatures between 400 °C and 550 °C. Recovering this heat via a gas-liquid heat exchanger allows the production of hot water, superheated water or steam, increasing the overall energy utilisation of the system to 85–90 %.
Industrial drying and gas treatment In biomass, paper, textile, food or waste drying processes, hot gases are the primary energy vector. The gas-liquid heat exchanger recovers the energy from these gases and reintroduces it into the drying circuit, reducing primary energy consumption per tonne of processed product.
Chemical, petrochemical and pharmaceutical industry In reactors, distillation and synthesis processes, precise thermal control is critical. Gas-liquid heat exchangers allow heat recovery from process gas streams to preheat reactants, cool intermediate products or feed plant utilities.
Emissions treatment and VOC reduction In regenerative thermal oxidisers (RTO) and catalytic oxidisers, the gas-liquid heat exchanger recovers heat from the treated gases to preheat the process fluid or generate useful energy, improving the overall energy balance of the emissions treatment system.
Which gas-liquid heat exchanger do I need?
The choice of gas-liquid heat exchanger subtype depends on the gas type, its fouling level, the operating temperature and the fluid to be heated. The following table summarises the main available options.
| Subtype | Typical gas | Max. temp. | Fouling | Ideal application |
|---|---|---|---|---|
| Bare tube economiser | Boiler flue gases | 500 °C | Low – medium | Biomass, diesel, fuel oil boilers |
| Finned tube economiser | Boiler flue gases | 400 °C | Low | Natural gas, LPG boilers |
| Furnace gas heat recovery | Furnace exhaust gases | 950 °C | Medium – high | Foundry, ceramics, glass, forging |
| Cogeneration heat recovery | Engine / turbine exhaust | 550 °C | Low | Gas engine, turbine, steam generation |
| Biomass / RTO heat recovery | Dirty process gases | 850 °C | High | Dirty biomass, RTO, thermal oxidisers |
| Thermal oil heat exchanger | Any hot gas | 600 °C | Variable | Chemical, petrochemical, drying |
The final selection always depends on a joint analysis of the real process conditions: gas composition, acid dew point temperature, admissible pressure drop and fluid to be heated. Our technical team carries out this evaluation at no commitment.
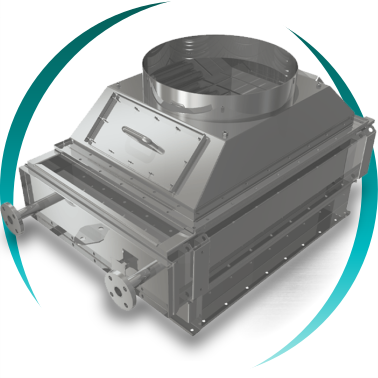
Heat recovery from combustion flue gases for boiler feedwater preheating. Compatible with natural gas, biomass, diesel, LPG and biogas boilers.
View solutions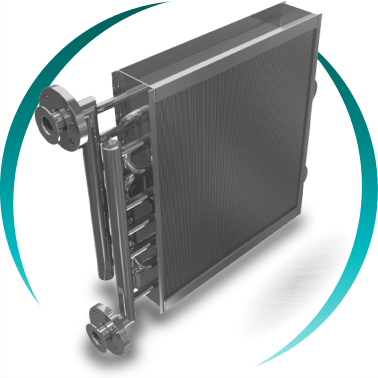
High heat transfer surface density in compact space. Ideal for clean gases with water, thermal oil or glycol as the liquid fluid.
View solutions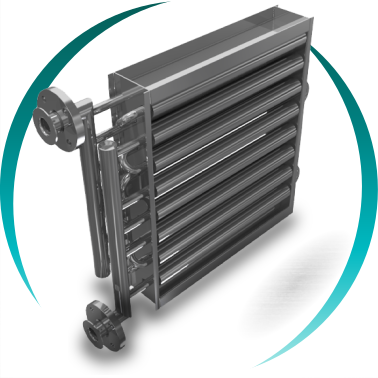
Spiral fin welded or rolled onto the tube. High mechanical resistance to thermal expansion in furnace and process gases up to 600 °C.
View solutions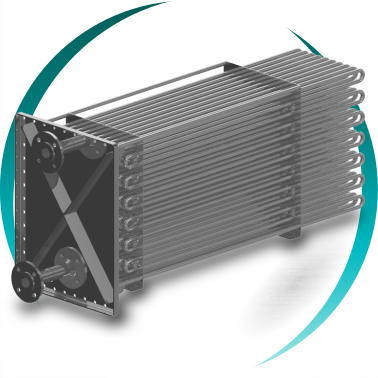
Fin-free geometry for gases with dust, ash or particulates. Wide tube spacing, integrated cleaning access and high operational availability.
View solutions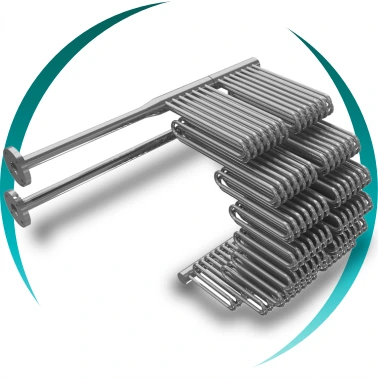
Saturated or superheated steam generation from hot process gases. Design subject to Pressure Equipment Directive PED 2014/68/EU category I to IV.
View solutions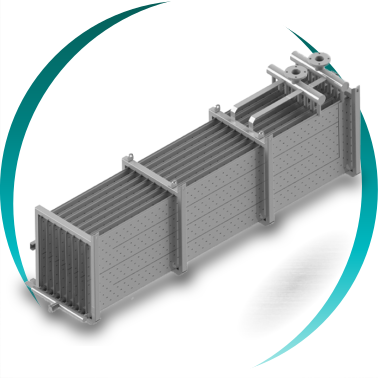
Heat transfer surfaces formed by spot welding and hydraulic expansion. For reactors, tanks and non-conventional geometries in stainless steel.
View solutionsCritical design factors for gas-liquid heat exchangers
Designing an industrial gas-liquid heat exchanger is not a catalogue selection. Each process parameter drives engineering decisions that determine whether the unit will operate correctly for years or begin to degrade within the first months of operation.
- Acid dew point of the gas: below this threshold, condensate attacks the heat exchanger material
- Gas fouling level: determines the geometry, tube spacing and cleaning systems required
- Admissible pressure drop: conditions the gas-side flow cross-section and overall unit size
- Liquid fluid and its compatibility with the tube material
- Applicable regulations: PED, ASME, ATEX according to the fluid and operating conditions
- Accessibility for maintenance: inspection access, extraction system, anti-corrosion treatments
The acid dew point: the most critical factor in boiler economisers
In boilers burning sulphur-containing fuels — diesel, fuel oil, certain types of biomass — combustion gases contain SO₂ and SO₃ which, upon condensing, form sulphuric acid. If the temperature of the heat exchanger wall falls below the acid dew point of the gas — typically between 120 °C and 160 °C depending on the fuel and sulphur content — corrosion of the material is severe and rapid.
For this reason, in boilers burning sulphurous fuels, the minimum inlet water temperature to the economiser is a critical design parameter that cannot be ignored. Correct sizing ensures that the heat exchanger wall always remains above this threshold, preserving the service life of the unit.
With clean fuels such as natural gas or LPG, this risk is significantly lower, which allows lower water inlet temperatures and therefore greater energy recovery from the same unit.
Frequently asked questions about gas-liquid heat exchangers
What exactly is a gas-liquid heat exchanger?
A gas-liquid heat exchanger is equipment that transfers thermal energy between a gaseous fluid — combustion gases, process gases or exhaust gases — and a liquid fluid — water, thermal oil, steam or condensate — without the two fluids coming into direct contact. The transfer occurs through a heat transfer surface — tubes, fins or plates — that separates both media and conducts heat continuously and in a controlled manner.
What is the difference between an economiser and a heat recovery unit?
An economiser is a specific application of the gas-liquid heat exchanger: it recovers heat from the combustion gases of a boiler to preheat the feedwater. The term heat recovery unit is more generic and includes any equipment that recovers residual energy from a gas to transfer it to a liquid, regardless of the gas source or the heated fluid. Every economiser is a heat recovery unit, but not every heat recovery unit is an economiser.
Can it operate with dirty gases containing dust or ash?
Yes, with the appropriate design. In gases with particulates, ash or dust, bare tube geometries are preferred over finned tubes, with wide tube spacing to prevent blockages and integrated access for periodic cleaning. Design for dirty gases is more conservative in terms of heat transfer surface, but ensures stable performance and a long service life.
Which fluids can be heated with a gas-liquid heat exchanger?
The most common fluids are mains water, demineralised water, superheated water, glycol fluids, thermal oils such as Therminol, Dowtherm or Marlotherm, condensate, and low or medium pressure steam. In specific applications, brine, industrial refrigeration fluids and other process liquids compatible with the heat exchanger materials can also be used.
What is the maximum operating temperature?
It depends on the material and design. With carbon steel the typical limit is between 400 °C and 500 °C. With austenitic stainless steel such as AISI 309 or AISI 310, temperatures of up to 850 °C are achievable. For applications above 900 °C, refractory steels and special alloys are used. The selected material must ensure mechanical stability and oxidation resistance at the maximum operating temperature of the unit.
What real energy savings can be expected?
In industrial boilers with a correctly sized economiser, fuel consumption savings range from 3 % to 8 % depending on flue gas outlet temperature and feedwater inlet temperature. In industrial furnaces and cogeneration systems, the recovery range can be higher. The typical return on investment ranges from 6 to 24 months in installations with continuous operation.
Can it be installed on an existing boiler or installation?
Yes. Most gas-liquid heat exchangers are installed as retrofit units on operating installations. The unit adapts to the chimney, flue duct or available space in the installation and connects to the existing water or thermal fluid circuit. In some cases it is necessary to incorporate an extraction system or rails to facilitate future maintenance without dismantling the duct.
How long does delivery of a custom gas-liquid heat exchanger take?
The typical lead time ranges from 4 to 8 weeks depending on unit complexity, material, applicable regulations and manufacturer workload. In emergency projects, BOIXAC has delivered units in extraordinarily short timeframes, such as a titanium heat exchanger for brine service delivered in 5 days. For projects requiring PED category III or IV certification, the lead time is extended due to the required inspection and technical documentation processes.
What regulations apply to gas-liquid heat exchangers in Europe?
In Europe, heat exchangers operating above certain pressure and temperature limits are subject to the Pressure Equipment Directive 2014/68/EU (PED). Classification under Article 4.3 or Category I, II, III or IV depends on the fluid, pressure and volume of the unit. In applications with potentially explosive atmospheres, the ATEX Directive 2014/34/EU additionally applies. Weld quality control may require certification to EN ISO 3834-2.
What maintenance does an industrial gas-liquid heat exchanger require?
Routine maintenance includes periodic visual inspection of heat transfer surfaces to detect deposits, scale or corrosion, monitoring of pressure drop across both circuits — an increase indicates fouling — inspection of seals and connections, and cleaning of the heat transfer bundle at a frequency determined by the process fouling level. Units designed with extraction systems or inspection access ports allow these operations to be carried out without full dismantling of the heat exchanger.
Gas-liquid heat exchanger projects executed by BOIXAC
BOIXAC’s capability to design and supply gas-liquid heat exchangers under real industrial conditions is demonstrated by projects executed in recent years:
- Economisers for oilseed processing plant, Barcelona. System of economisers totalling 2,293 kW with proprietary extractable design to facilitate periodic cleaning. Supply under contractual performance penalties: full compliance with specifications and on-time delivery.
- Industrial air heater for biogas plant, Murcia. Heat recovery unit of 4,181 kW designed to operate in a severe environment with continuous exposure to slurry and high particulate loading. Performance in line with specifications from first commissioning.
- Industrial air preheater for metallurgical plant, Barcelona. Unit of 3,603 kW for heat recovery from smelting gases and preheating of renewal air, with a direct and measurable impact on the plant’s energy consumption.
- Gas-gas heat exchanger for regenerative thermal oxidiser, Netherlands. Unit of 621 kW for gas cooling prior to bag filters in a bioplastics plant. Strict certifications, on-time delivery, performance in line with specifications.
These projects reflect BOIXAC’s capability to work in demanding industrial environments, with strict regulations and deadlines that leave no margin for error.
Do you need a gas-liquid heat exchanger for your industrial process?
Our technical team analyses the conditions of your process — gas type, temperature, flow rate, fluid to be heated — and proposes the most suitable energy recovery solution, both for new installations and for retrofit of existing equipment. We work with plant engineers, maintenance managers, procurement departments and EPC contractors.