Heat exchangers for the chemical industry
A heat exchanger for the chemical industry is equipment designed to transfer thermal energy between fluids, gases, or vapors in high-pressure, high-temperature, and highly chemically aggressive environments, with the aim of controlling reactions, ensuring operational safety, and optimizing the energy efficiency of industrial processes.
High-performance thermal solutions for critical chemical processes, corrosive environments, and high pressures
It is a structural element in operations such as:
Reactor cooling
Solvent condensation and evaporation
Exothermic and endothermic reaction control
Recovery of residual heat
Plant energy integration
In chemical environments, thermal transfer is not only about efficiency: it is about operational safety and process stability.
The chemical industry: context and thermal complexity
The chemical industry transforms raw materials — petroleum derivatives, natural gas, biomass, minerals, and synthetic compounds — into:
Polymers and plastics
Additives and pigments
Fertilizers and crop protection products
Intermediate products for the food, pharmaceutical, cosmetic, electronic, and construction sectors
Processes include:
Exothermic and endothermic reactions
Fractional distillation
Absorption and desorption
Evaporation and crystallization
Industrial drying
Neutralization and purification
In this context, precise thermal management is critical to avoid:
Uncontrolled reactions
Product degradation
Overpressure risks
Energy inefficiencies
Critical function of heat exchangers in chemical processes
Temperature control
Safety and performance in chemical reactors
Heat dissipation in exothermic reactions
Controlled energy supply in endothermic reactions
Kinetic stabilization
Prevention of runaway reactions
Condensation and evaporation
Recovery of solvents and chemical vapors
Chemical vapor condensers
Solvent evaporators
Vacuum systems and volatile compound recovery
Emission reduction and environmental improvement
Heat recovery
Reduction of OPEX and CO₂ emissions
Boiler economizers
Flue gas heat recovery units
Preheating of process streams
Optimization of overall energy balance
Operating conditions in the chemical industry
Heat exchangers intended for chemical environments must withstand:
Temperatures above 400 °C (depending on process)
High pressures
Corrosive atmospheres
Fluids with high fouling potential
Aggressive compounds (acids, bases, organic solvents)
Common materials:
High-quality stainless steel
Corrosion-resistant alloys
High-integrity welded configurations
Types of heat exchangers for chemical applications
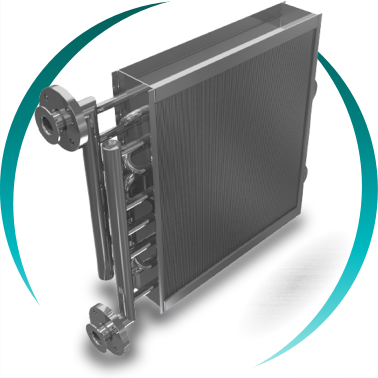
Finned-tube heat exchanger
Continuous helical fins
High mechanical strength
Suitable for gases, steam, thermal oil, and superheated water
Operation at high pressures and temperatures
Typical applications: heat recovery, drying processes, gas treatment
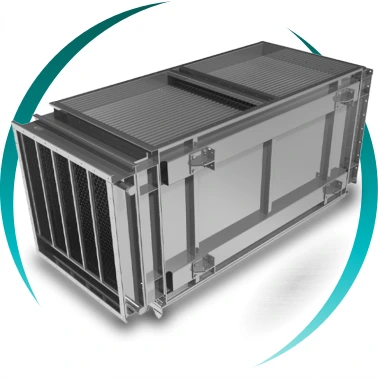
Gas heat recovery units
Exchange between gas streams
Preheating of combustion air
Integration into industrial drying systems
Fouling-tolerant design
Benefit: reduced energy consumption and improved combustion efficiency
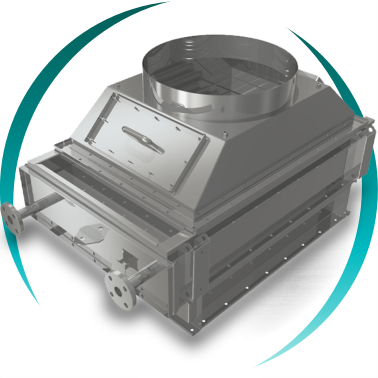
Boiler economizers
Recovery of combustion gas heat
Preheating of feedwater
Reduction of fuel consumption
Improvement of overall plant efficiency
Benefit: energy reuse and improved chemical plant performance
Technical selection criteria in chemical environments
A rigorous selection requires analysis of:
Chemical nature of the fluid
Material corrosion resistance and compatibility
Temperature and pressure range
Fouling factor
Maintenance requirements
Integration with existing systems
A design error can compromise:
Industrial safety
Operational continuity
Economic performance
Regulatory compliance
Regulations and safety in the chemical sector
Equipment must comply with:
Pressure Equipment Directive (PED)
ATEX standards (if applicable)
Welding and inspection standards
Material traceability
Documented quality control
Technical documentation, material certificates, and pressure tests are essential in regulated environments.
Strategic benefits for chemical plants
Thermal process stability
Reduced energy consumption
Residual heat recovery
Emission reduction
Minimization of unplanned shutdowns
Extended asset lifespan
In continuous processes, thermal reliability is a decisive factor in cost per ton produced.

Tailored solutions specifically designed for the chemical sector.

Fast, on-time response to minimize production impact.

Products subject to strict quality control.

Complete service, including transport to your facility.
FAQs
What is a heat exchanger in the chemical industry?
It is equipment that transfers thermal energy between chemical fluids to control reactions and optimize processes.
It regulates temperature in reactors, evaporators, and condensers, improves energy efficiency, and ensures operational safety in high-pressure and corrosive environments.
Why is thermal control critical in chemical reactors?
To prevent uncontrolled reactions.
In exothermic reactions, insufficient dissipation can cause overpressure or runaway reactions. A proper heat exchanger stabilizes kinetics and protects the installation.
What materials are commonly used?
Stainless steel and corrosion-resistant alloys.
Selection depends on chemical compatibility, temperature, and pressure. Special alloys may be used in environments with aggressive solvents or concentrated acids.
How do they contribute to sustainability?
By recovering residual heat and reducing energy consumption.
Economizer and flue gas recovery systems allow energy reuse that would otherwise be lost, reducing OPEX and CO₂ emissions.
What happens if the design is not adequate?
Operational risk and economic losses.
Incorrect sizing can cause accelerated fouling, premature corrosion, low thermal efficiency, or even structural failures.
Thermal engineering applied to chemical processes
A chemical project requires:
Customized thermal calculation
Corrosion analysis
Certified mechanical design
Regulatory validation
Integration with energy systems
Heat transfer is a critical discipline in chemical process engineering and directly impacts:
Reaction performance
Product stability
Energy cost
Industrial safety
Tailored thermal solutions for the chemical industry
We develop heat exchangers adapted to:
Complex reactions
High-pressure environments
Fouling-prone gases
Energy recovery systems
Integration with boilers and continuous processes
Focused on:
Mechanical reliability
Energy efficiency
Regulatory compliance
Long-term profitability
Technical conclusion
In the chemical industry, a heat exchanger is not an auxiliary component: it is a structural element of safety and performance.
A proper design allows:
Reaction control
Improved energy efficiency
Emission reduction
Protection of installations
Ensured operational continuity
Optimizing thermal management is optimizing the entire chemical plant.