Heat exchangers for the food industry
A heat exchanger for the food industry is a high-performance thermal solution designed to ensure safety, quality, and energy efficiency in processes such as pasteurization, sterilization, refrigeration, heating, cooking, and thermal treatment of food products.
What is a heat exchanger in the food industry
A food-grade heat exchanger is equipment designed to transfer thermal energy between two fluids or between a fluid and a food product without direct mixing, ensuring:
- Precise thermal control
- Hygienic and sanitary safety
- Regulatory compliance (HACCP, ISO 22000, EFSA, FDA)
- Energy efficiency and heat recovery

Strategic role in the food chain
The food industry integrates all production stages:
- Primary production: milk, meat, fish, cereals, fruits, vegetables
- Industrial processing: thermal treatments, refrigeration, cooking, fermentation
- Cold chain distribution and logistics
- Final consumption and retail
Heat exchangers are a critical cross-functional element because they ensure:
- Elimination of pathogens and microbiological safety
- Preservation of nutrients, texture, and flavor
- Thermal stability in continuous processes
- Reduction of energy consumption and emissions
- Compliance with food audits and certifications
Main applications in the food industry
Pasteurization and sterilization
Maximum safety and minimal nutritional impact
High-precision thermal control
Elimination of microorganisms without sensory degradation
Applicable to milk, yogurt, cheese, butter, juices, creams, plant-based beverages
Integration with heat recovery systems
Industrial refrigeration and freezing
Thermal stability and reduced maintenance
High-efficiency evaporators and condensers
Frost control and defrost optimization
Fin spacing ≥ 7 mm to minimize fouling
Compatibility with industrial refrigerants and NH₃ or CO₂ systems
Controlled heating and cooking
Homogeneous treatment of textures and viscosities
Uniform treatment of creams, sauces, fats, gelatins
Management of products with variable viscosity
Texture and uniformity control
Energy recovery and efficiency
Reduction of energy consumption by up to 30%
Reuse of residual heat in continuous processes
Integration with secondary circuits and cogeneration
Significant OPEX reduction
Operating and safety conditions in food environments
Food-grade heat exchangers must:
- Operate between -40 °C and 150 °C
- Withstand CIP (Clean-in-Place) and SIP (Steam-in-Place) cleaning processes
- Resist corrosive fluids or cleaning chemicals
- Prevent cross-contamination
- Ensure traceability and complete technical documentation
Types of food-grade heat exchangers
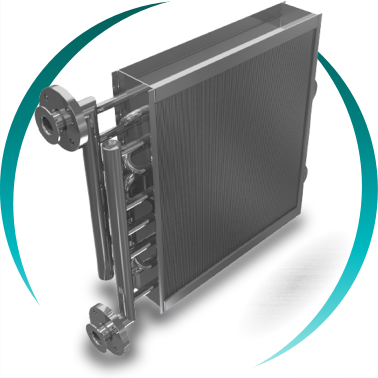
Tubes and fins heat exchanger
- High efficiency in refrigeration and condensation
- Suitable for air, gases, and thermal fluids
- Compatible with water, steam, thermal oil, and diathermic fluids
- Robust structures and customizable configuration
- Typical application: cold rooms, cooling tunnels, industrial HVAC processes.
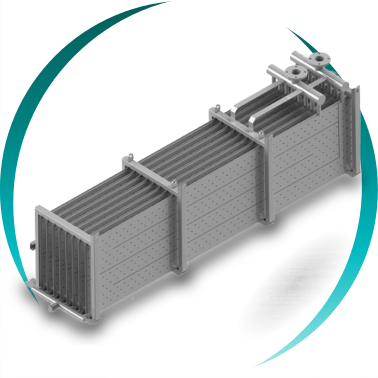
Pillow plate heat exchanger (dimple)
- Optimized geometry to maximize heat transfer
- Smooth surfaces that facilitate hygienization
- Ideal for industrial cooling, heating, and viscous products
- Commonly manufactured in food-grade stainless steel
- Differential advantage: excellent performance in processes with strict cleaning requirements.

Cooling jackets and submerged smooth tubes
Installation in tanks and reactors
Suitable for animal and vegetable fats, sauces, creams, gelatins
Modular design to facilitate maintenance
Uniform heat transfer in large volumes
Economic and operational benefits
Reduction in energy consumption
Recovery of residual heat
Fewer maintenance shutdowns
Extended service life of the installation
Optimization of production flow
Improvement of energy and environmental KPIs
Selection criteria for a food industry heat exchanger
Proper selection of a food-grade heat exchanger depends on:
- Type of product and viscosity
- Flow rate and required thermal power
- Operating pressure
- Operating temperature range
- CIP/SIP cleaning requirements
- Compatibility with existing energy systems
- Applicable regulations and required certifications
Incorrect selection can lead to energy losses, fouling, unplanned downtime, and health risks.

Tailor-made solutions specifically designed for each project.

Accurate scheduling for proper coordination.

Products subject to strict quality control.

Complete service, including transport to your factory.
FAQs
What is a heat exchanger in the food industry?
It is equipment that transfers heat between fluids without mixing in order to control temperature and ensure food safety.
It enables processes such as pasteurization, refrigeration, or cooking while maintaining sensory quality, reducing energy consumption, and complying with standards such as ISO 22000 and HACCP.
Why are they critical in pasteurization?
Because they eliminate pathogens with precise thermal control.
They ensure microbiological inactivation without degrading nutrients or altering flavor or texture, and allow heat recovery to optimize energy performance.
Which types are most commonly used?
Tube and fin, pillow plate, and cooling jackets.
Tube and fin units are mainly used in refrigeration; pillow plate units stand out for hygiene and versatility; submerged jackets are ideal for viscous products and tank processes.
How is hygiene ensured?
Through hygienic design and CIP/SIP systems.
Food-grade stainless steel surfaces, smooth profiles, absence of dead zones, compatibility with chemical cleaning, and traceable technical documentation ensure sanitary compliance.
What energy savings can they provide?
Significant reduction in consumption and OPEX.
Heat recovery in continuous processes can reduce the plant’s overall energy consumption and improve operational sustainability.
Technical architecture in industrial food projects
In industrial B2B environments, an efficient thermal solution requires:
- Thermal engineering with customized calculations
- Load and flow modeling
- Validatable hygienic design
- Certified materials for food contact
- Documentation for audit and inspection
A well-designed thermal strategy directly impacts:
- Cost per unit produced
- Energy footprint
- Production stability
- Regulatory compliance
Technical conclusion
Heat exchangers in the food industry are not merely thermal transfer equipment; they are strategic assets for safety, efficiency, and quality.
Proper selection enables:
- Ensuring food safety
- Optimizing energy performance
- Reducing emissions
- Maintaining organoleptic quality
- Ensuring regulatory compliance
Tailor-made technical solutions for the industrial food sector
We conceive and optimize thermal exchange systems adapted to each production process, with a focus on:
- Energy efficiency
- Operational reliability
- Sanitary compliance
- Integration with existing systems